
نمودار کنترل یکی از هفت ابزار SPC برای کنترل و بهبود کیفیت است. یک نمونه از نمودارهای کنترلی در شکل ذیل، نشان داده شده است. نمودار شامل یک خط مرکز CLاست که مقدار متوسط مشخصه کیفی را در حالت تحت کنترل نشان میدهد و یا به عبارت دیگر؛ مرحله ای از فرآیند را نشان میدهد که فقط خطاهای تصادفی حضور دارند.
دو خط افقی دیگر، که حد کنترل بالا (UCL) و حد کنترل پایئن (LCL) نامیده میشوند، در این نمودار نشان داده شده است. این حدود کنترل به گونه ای انتخاب شده اند که اگر فرآیند تحت کنترل باشد، آنگاه تقریباً همه نقاطی که بر پایه اطلاعات نمونه محاسبه شده اند بین این حدود واقع میشوند. تا هنگامیکه نقاط بین حدود کنترل قرار گرفتند، فرض میشوند که فرآیند تحت کنترل میباشد و نیازی به فعالیتهای اصلاحی نیست.
اگر نقطه ای خارج از حدود کنترل رسم شود، نتیجه گیری می شود که فرآیند در شرایط خارج از کنترل بسر می برد و اقدامات اصلاحی نیاز است تا منبع ایجاد انحرافات، با دلیل تعیین و حذف گردد.
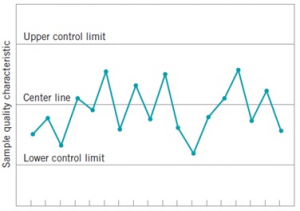 |
| یک نمودار کنترل |
حتی اگر کلیه نقاط در داخل حدود کنترل به گونه ای رسم شوند که از یک حالت غیر تصادفی یا سیستماتیک برخوردار باشند، آنگاه فرآیند خارج از کنترل محسوب می گردد. به عنوان مثال؛ اگر ۱۸ نقطه از ۲۰ نقطه آخر بین خط مرکز و حد کنترل بالا قرار گیرد و فقط دو نقطه بین خط مرکز و حد کنترل پایین رسم شود، آنگاه نتیجه می گیریم که اشکالی در فرآیند وجود دارد.
اگر فرآیند تحت کنترل باشد باید روند نقاط بر روی نمودار کنترل به صورت تصادفی باشد. روشهای بررسی روندهای غیر تصادفی را می توان در مورد نمودارهای کنترل جهت پی بردن به حالت خارج از کنترل استفاده نمود. این نکته در نوشته های بعدی بیشتر بررسی خواهد شد.
به منظور آشنایی فنی تر با نمودار کنترل، مثال زیر را در نظر بگیرید. یکی از مشخصه های کیفی حساس که در ساخت رینگ های پیستون اتومبیل باید بدان توجه شود قطر داخلی رینگ است . این فرآیند را می توان زمانی که میانگین قطر داخلی ۷۴ میلیمتر است کنترل کرد. از طرف دیگر تجربه ثابت کرده است که انحراف معیار قطر داخلی ۰٫۰۱ میلیمتر است.
شکل ذیل یک نمودار کنترل که به منظور کنترل میانگین قطر داخلی رینگها استفاده میشود را نشان میدهد هر ساعت یک نمونه تصادفی که شامل ۵ رینگ است تهیه و میانگین قطر داخلی نمونه محاسبه و بر روی نمودار رسم میشود. به علت اینکه این نمودار کنترل، میانگین نمونه را جهت کنترل میانگین فرآیند استفاده میکند آن را معمولا یک نمودار کنترل می نامند. باید توجه داشت که کلیه نقاط در داخل حدود کنترل رسم شده اند. این واقعیت بیانگر این است که فرآیند مورد نظر تحت کنترل آماری قرار دارد.
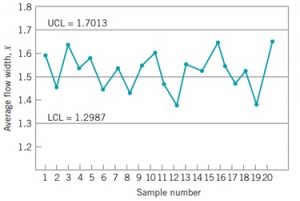 |
| نمودار کنترل برای قطر رینگ پیستون |
به منظور درک بهتر اصول آماری این نمودار کنترل روش تهیه آن را توضیح میدهم .میانگین و انحراف معیار این فرآیند به ترتیب ۷۴ و ۰٫۰۱ میلیمتر می باشند حال اگر اندازه نمونه هایی ۵ تایی از فرایند تولید رینگها مورد نظر انتخاب شود آنگاه انحراف معیار میانگین نمونه برابر خواهد بود:
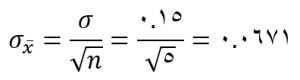
بنابراین اگر فرآیند با میانگین ۷۴ میلیمتر تحت کنترل باشد آنگاه میتوان با استفاده از قضیه حد مرکزی فرض کرد که تقریبا دارای توزیع نرمال است و تحت چنین شرایطی باید انتظار داشت که (α-۱)۱۰۰ از میانگین نمونه بین و قرار گیرند مقدار به طور اختیار ۳ انتخاب میشود که در اینصورت حدود کنترل بالا و پایین به ترتیب برابر خواهند بود با:
LCL=1.5-3*0.0671=1.7013
UCL=1.5+3*0.0671=1.2987
این حدود همان حدودی هستند که قبلاً بر روی نمودار نشان داده شدند. این حدود کنترل را معمولاً “سه انحراف معیار” مینامند.
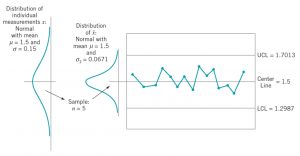 |
| چگونگی عملکرد یک نمودار کنترل |
مهم ترین دلیل استفاده از یک نمودار کنترل،بهبود وضعیت موجود در یک فرآیند است.
به منظور شناسایی و حذف انحرافات با دلیل، باید ابتدا منابع اصلی ایجاد شکل تعیین و حذف گردند. هرگونه راه حل مقطعی باعث بهبود کامل فرآیند در دراز مدت نخواهد شد. بنابراین، ارائه یک سیستم موثر برای انجام اقدامات اصلاحی یکی از مؤلفه های ضروری یک سیستم SPC موثر محسوب میشود.
یکی از عاملهای مهم که در زمان استفاده از نمودارهای کنترل باید بدان توجه داشت طراحی آنهاست. منظور از طراحی انتخاب اندازه نمونه، حدود کنترل و فراوانی نمونه گیری است.
دیدگاه شما